经上机试模证明,这种结构能有效平衡两个小模芯的受力,型材各处的金属流量分配较为合理,模具上机出料平稳,料头整齐,各处壁厚较为均匀,仅小公头端面处出料略慢,两个小模芯位置轻微收口,经一次修模调整后,生产的型材成型理想,完全满足客户要求。
设计实例二:工业型材风车中空机翼(如图5)
模具设计基本参数:挤压机吨位2500T,挤压筒直径φ236mm,挤压系数23,模具直径:φ460mm,合金牌号6063,挤压筒温度400~430℃,铸锭温度,480~510℃,模具温度460-480℃,挤压速度8~15m/min。
难点分析:该型材几何尺寸较大,客户对圆弧部分精度要求较高。该型材如果在3600吨挤压机(挤压筒直径300mm―320mm)上生产的话,较为容易,但是由于受到设备条件的限制,2500吨挤压机的挤压筒直径偏小(φ236mm),给生产造成了较大的难度,该型材两边远离挤压中心的位置供料较为困难,出料以后由于流速不均,容易造成圆弧部分变形,难以满足客户对圆弧部位尺寸精度的要求。同时,由于模具的横向桥位跨度过大,模芯处的挤压死区面积也较大,使模具桥位的抗弯强度大大下降,在挤压生产过程中,当模具承受较大压力载荷时,桥位的变形挠度增大,在桥位水滴处形成较大的拉应力,从而造成裂桥报废。
针对上述问题,我们通过采用导流板宽展结构,使型材边缘部分的供料充足,同时,在导流板与上模之间预留变形间隙,对上模起到保护作用,这种结构能有效提高模具桥位的抗弯强度。
我们将导流板(如图6所示)设计成四孔结构,导流板的中间架桥,分流桥采用斜面向外过渡,目的是为了减小分流孔边缘部分的金属流动阻力。上模分流孔设计成八孔结构(如图7所示),每个导流板的进料孔分别为上模的两个分流孔供料,模具结构如图8所示

金属通过导流板后,进行了第一次预变形,通过调整导流板的进料结构,可使模具各部分的流速更加均匀,另外,在导流板与上模之间留出一定的预变形间隙,当模具受到压力作用时,导流板可承受大部分变形载荷,从而减少了上模的变形量,极大地改善了上模模桥的应力分布状态,上模在挤压过程中所产生的变形挠度大为减小,使模具桥位的抗弯强度大大增加,显著提高了模具的使用寿命。
在实际生产过程中,该模具出料平稳,料头整齐,型材各处壁厚均匀,各个圆弧位的尺寸精度较高,生产出的型材成型状况非常理想,模具上机一次合格,大大缩短了交货周期。
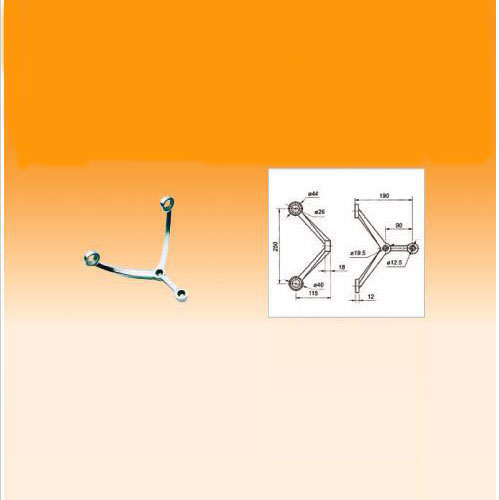
难点分析:该型材几何尺寸较大,形状复杂,型材两边的两个小公头已经超出了2500吨挤压机的挤压筒直径(如图9),因此,在2500吨挤压机上生产的难度很大,为了充分发挥2500吨挤压机的工作潜能,我们经过详细的强度校核计算,设计了新结构的导流板,通过采用宽展导流模的结构,用2500吨挤压机成功生产出了满足客户需求的合格产品,大大降低了生产成本。

该型材虽然在结构上左右对称,但形状较为复杂,尤其在内侧有7个装配凹槽,这些凹槽处供料较为困难,在挤压过程中容易造成收口变形等成型缺陷,同时,由于左右两个小公头已经超出了挤压筒直径,容易发生严重偏壁,甚至导致模芯断裂报废,因此,在设计模具时,必须保证模具各部位供料平衡以及模芯的受力平衡。为了使模芯在左右方向上的受力达到平衡,我们设计了大宽展率的导流板,通过沉桥减少了边缘阻力,使导流板宽展角最大达到38°(如图10所示)。模具的上模分流孔采用扇面状均匀分布(如图11所示)。模具结构如图12所示。
在设计过程中通过经验公式计算,调整各分流孔的供料面积,使型材各个部位的流速更加均匀,模芯的受力情况得到极大改善,避免了偏壁现象。
该模具上机后,总体出料情况较为理想,料头整齐,壁厚较为均匀,但中横处偏快,左右凹槽偏慢,造成一定程度的收口变形,经过修模调整后,该模具成功生产出了合格产品。
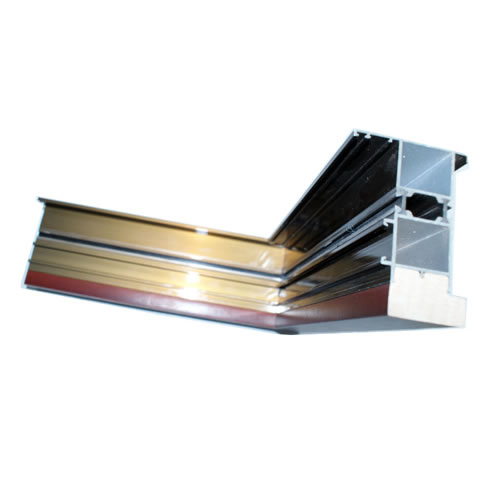
设计实例四:大型工业用散热器(如图13所示)
模具设计基本参数:挤压机吨位2500T,挤压筒直径?236mm,挤压系数8,模具直径:¢460mm;合金牌号6063,挤压筒温度400~430℃,铸锭温度,490~520℃,模具温度460-480℃,挤压速度6~12m/min。
难点分析:该散热器型材有多处装配位,客户为了减少后续的机加工成本,对型材的尺寸精度和平面度要求很高,并且,该型材几何尺寸较大,大大超出了2500吨挤压机的挤压筒直径(如图13所示),该散热器齿位壁厚2.0mm,中横处壁厚达13mm,由于较难出料的齿位处于远离挤压中心的边缘位置,而处于挤压中心的中横处的壁厚较厚,因此,该型材的齿位供料将极为困难,如采用普通模具设计方案,该型材中横部分的流速会很快,将难以控制,而齿位很可能因流速过慢而造成塞模,甚至偏齿。为了解决流速控制的难题,必须设计超大宽展角的导流板,我们在2500吨挤压机上采用了新颖的“两级复合导流板”结构。
一级导流板如图14所示,该导流板采用中间架桥的两孔结构,并向两侧进行大角度宽展,宽展角达41.3°。二级导流板如图15所示,该导流板采用10孔结构,型材流速过快的中横处被桥位完全遮挡,同时加大两端齿位处分流孔的供料面积,通过经验公式计算,我们将齿位处分流孔与中横处分流孔的面积比例设计为1.8:1。同时,齿位处分流孔采用直冲供料和沉桥的结构,如图15所示。模具结构如图16所示。
该模具的两级导流板结构,能最大限度的合理分配金属流量和流速,当金属进入一级导流板后,遇到二级导流板桥位的阻挡,金属将更多的向两端的齿位处分流,从而实现模具的流速和流量控制。
该模具加工完成后,上机一次合格,型材成型非常理想,齿位供料充足,中横处的流速得到有效控制,料头整齐,尺寸精度和平面精度较高,完全满足客户的要求。

4、小结:
对于宽厚比较大的扁宽型材,模具采用导流板宽展结构,能有效扩展金属在模具中的流动范围,金属在经过导流板进行第一次宽展预变形后,再进入上模分流孔进行第二次分流,模具的供料结构更为均匀合理,这种结构能显著改善型材出料的成型度,同时大大提高模具的强度和稳定性,在实际生产过程中,宽展模能够使挤压机的工作潜能发挥到最大程度,使“小机出大料”的生产难题在很大程度上得到有效解决。
设计实例三:工业型材结构立柱(如图9)
模具设计基本参数:挤压机吨位2500T,挤压筒直径φ236mm,挤压系数12,模具直径:φ460mm,合金牌号6063,挤压筒温度400~430℃,铸锭温度,480~510℃,模具温度460-480℃,挤压速度8~15m/min。【完】
 上一页12下一页
上一页12下一页

一、采用高速加工中心的必要性 高速加工中心在机床领域中已经确立了不可动摇的地位,现在没有人怀疑高速加工中心的发展前景。许多机床厂都把高速加工中心作为了自己

[提要] 针对玻璃幕墙及采光顶结构设计中作用(荷载)计算、作用效应组合、安全玻璃定义、不同作用下玻璃强度取值、夹层玻璃计算方法、结构胶缝计算方法等,指出了存在的问题;探讨、研究了解决问题的方法或思路,供业内相关人士参考。
[Abs

1、幕墙主要构件应悬挂在主体结构上,斜墙和玻璃屋顶可悬挂或支承在主体结构上。幕墙应按围护结构设计,不承受主体荷载和地震作用。
2、幕墙及其连接件应有足够的承载力、刚度和相对于主体结构的位移能力,避免在荷载、地震和温度作用下产生破坏、过在的变